3D Druck Handbuch
Hier soll eine Anleitung entstehen, eine Sammlung an Informationen, um einfach und effizient zu einem guten Druckergebnis zu kommen
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
- Druckauftrag slicen
- Vor dem Druck
- Während des Drucks
- Nach dem Druck
- Wenn es mal nicht so läuft wie gewollt
- Infill-Varianten
Druckauftrag slicen
Druckerprofile einrichten
Sowohl für den Prusa Slicer als auch für den Orca Slicer gibt es Profile in der Obercloud, die auch den Druck über WLAN ermöglichen.
Filamentprofile einrichten / prüfen
Im Slicer muss das richtige Filamentprofil verwendet werden, um ein optimales Druckergebnis zu gewährleisten.
Entweder kennt der Slicer das Filament (zB Prusament, Bambu, Sunlu), oder man nimmt ein dediziertes Modell. Wenn sonst nichts hilft, gibt es die generischen Profile für PLA & PETG.
Auf der Obercloud gibt es eine Sammlung von Profilen für Filamente - bitte prüfen ob dort was geeignetes zu finden ist.
Vor dem Druck
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
Platte sauber machen
Platte mit Iso-Alkohol abwischen. Falls nicht ausreichend, mit warmen Wasser und Spüli säubern. Kein Kratz-Schwamm benutzen, um die Platte nicht zu beschädigen!
Drucker sauber machen
Filamentreste entfernen, damit sie nicht während des Drucks aufgenommen werden.
Filament laden
Aufpassen, den richtigen Typ zu wählen (PETG erfordert höhere Temperatur zum Schmelzen). Solange Extrudieren wiederholen bis die Filamentfarbe passt (keine Reste der vorherigen Farbe zu sehen sind).
Blick auf die Düse - ist sie sauber oder klebt noch Material von vorherigen Drucken dran?
Prüfen dass derselbe Filamenttyp auch im Slicer ausgewählt ist!
Prüfen dass die Filamentspule sich ungehindert drehen kann. Keil einsetzen, damit die Spule stabil auf der Führung bleibt. Keile liegen in der Ecke
|
|
|


Plattenprofil im Drucker prüfen
Die glatten und strukturierten Platten haben unterschiedliche Offsets für die Höhe der ersten Schicht (sog. z-Offset). Falls der falsche Plattentyp ausgewählt ist, kann es sein dass der Druck nicht haftet.
Während des Drucks
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
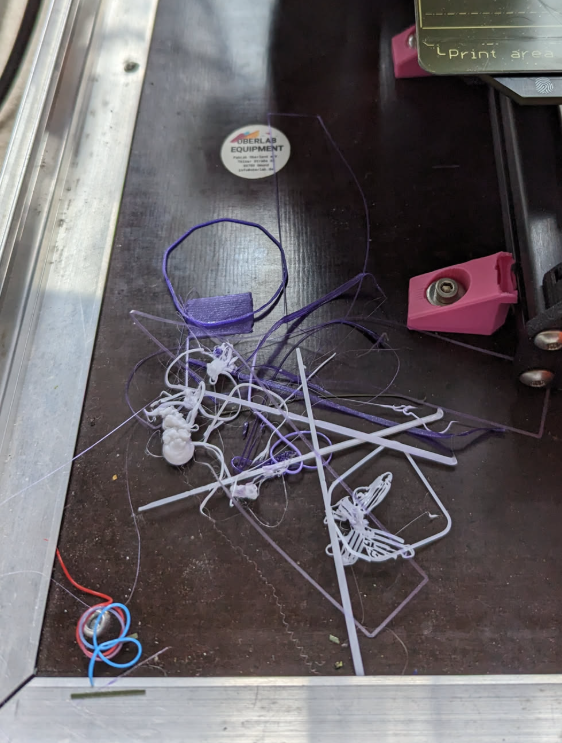
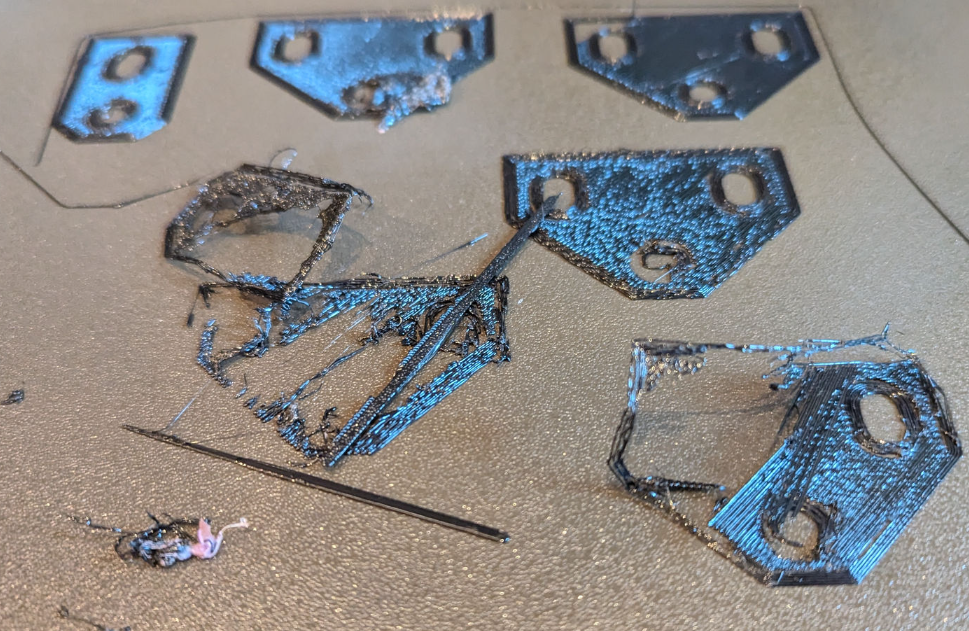
Druck überwachen
Um rechtzeitig eingreifen zu können falls sich das Modell von der Platte löst, Filament-Spaghetti entsteht usw.
Geschwindigkeit erhöhen?
Sind ausreichend Schichten gedruckt, kann man davon ausgehen dass die Haftung stimmt. Dann kann man ggf die Druckgeschwindigkeit auf 120% erhöhen, um schneller fertig zu werden. Theoretisch kann man noch höher gehen (Limit bei 200% ?), aber irgendwann wir der Materialfluss nicht mehr ausreichen und es entsteht under-extrusion - Material fehlt.
Erfahrung macht den Meister - man muss sich herantasten.
Filament geht aus
Kein Problem! Drucker hat einen Filamentsensor, merkt also dass er leer läuft, und legt eine Pause ein, bis man neues Filament einfädelt. Im Endergebnis sollte man den Wechsel nicht (kaum) sehen.
Nach dem Druck
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
Druck von der Platte lösen
Warten bis die Platte abgekühlt ist ! Das Objekt sollte sich danach einfach von der Platte lösen (unterschiedliche Dehnung der Metallplatte und des Kunststoffs). Normalerweise ist sogar gar keine Kraft dafür notwendig.
Nur im Ausnahmefall den Schaber benutzen - vorsichtig um die Platte nicht zu verkratzen !
Platte sauber machen
Mit Iso-Alkohol und Küchenpapier abwischen.
Aufräumen
- Filament auswerfen und wieder luftdicht verstauen
- Filamentreste in und um den Drucker entfernen und in Müll entsorgen (weisse Box unter dem Drucker-Tisch)

- Drucker ausschalten
Einstellungen vom Drucker zurücksetzen
Falls was verstellt wurde, zurück zu den Default-Einstellungen - damit der Nächste nicht endlos sucht, weshalb sein Druck nicht geht wie erwartet.
Wenn es mal nicht so läuft wie gewollt
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
- Druck anhalten
- Wenn anwesend, Fachbereichsleiter oder SeSam Lab-Manager um Rat bitten
- Einstellungen prüfen
- Falsches Material (zB PLA vs PETG)
- Feuchtes Material
- Falsche Druckplatte (glatt vs strukturiert)
Infill-Varianten
Im Slicer können verschiedene Infill-Varianten ausgewählt werden
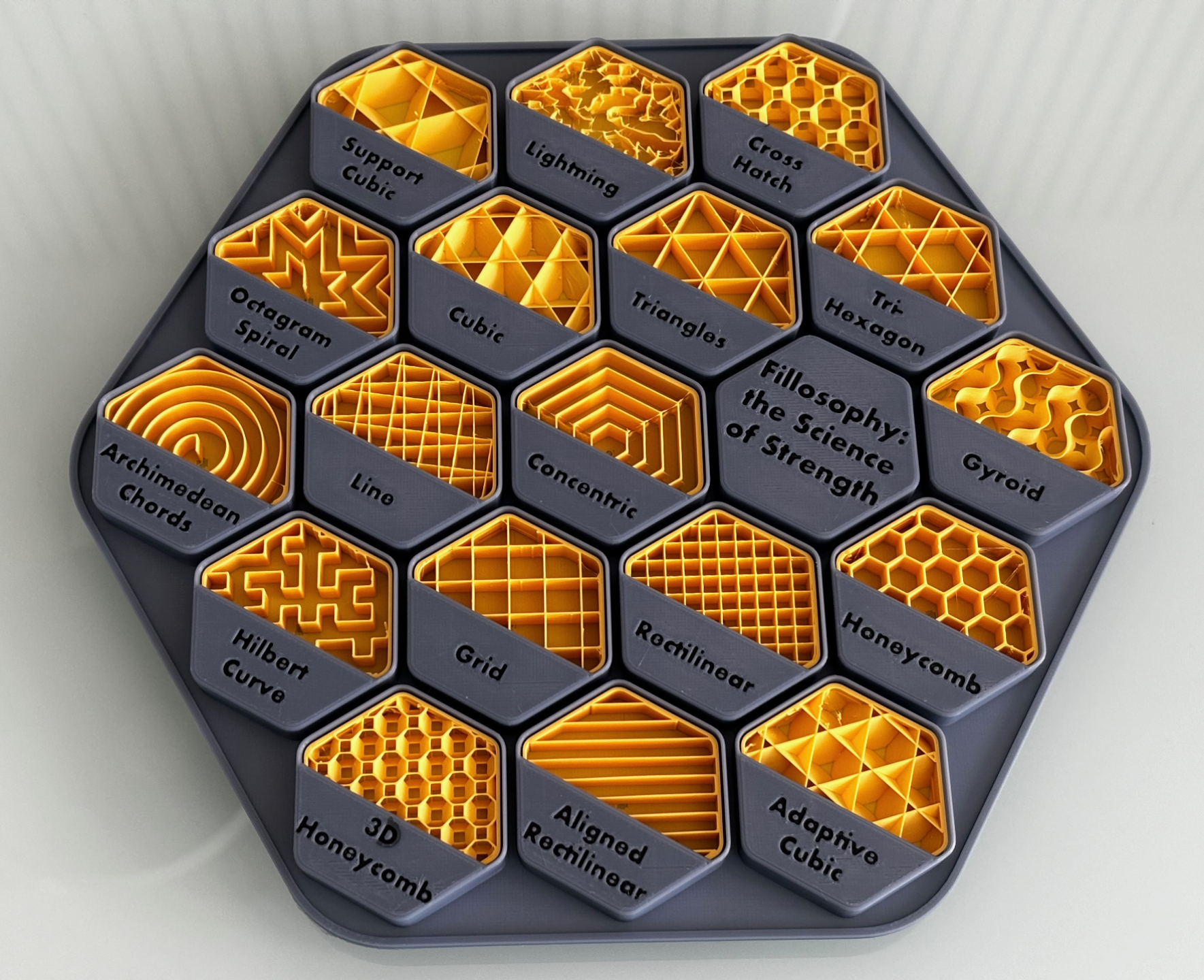
(Quelle: https://makerworld.com/en/models/597504-fillosophy-infill-showcase#profileId-519538)
Eine Dokumentation der verschiedenen Typen von Prusa: https://help.prusa3d.com/article/infill-patterns_177130
Diese Video erklärt die Unterschiede und die Anwendungsfälle: https://www.youtube.com/watch?v=n0wYD2GFo5I
Teil 2 mit live-Versuch der Stärke: https://www.youtube.com/watch?v=3Zk8_GZLRsQ
Empfehlungen
- Starke mechanische Beanspruchung: Cubic, 3D Honeycomb, Gyroid, Cross-Hatch
- Allrounder: Gyroid, Adaptive Cubic
- Schneller Druck: Lines, Grid, Cross-Hatch, Lightning
- Dekorativer Infill, aber nicht sehr belastbar: Concentric, Hilbert Curve, Spiral/Archimedean Pattern