3D Druck
- Allgemein
- Allgemeine Sicherheitshinweise
- Nutzungsregelungen
- Drucker
- Geräte
- Prusa i3 MK3.5S
- Prusa Mini
- Prusa XL
- Mayku Formbox
- Zugang mit PrusaLink
- Wartungen der 3D Drucker
- Filamente
- Prusa Slicer
- Orca Slicer
- CAD Software & 3D Druckmodelle
- Referenzmaterial
- 3D Druck Handbuch
- Druckauftrag slicen
- Vor dem Druck
- Während des Drucks
- Nach dem Druck
- Wenn es mal nicht so läuft wie gewollt
- Infill-Varianten
- Filament-Trockner
Allgemein
Ansprechpartner
Allgemein: 3d-druck@oberlab.de
Leiter: Joël (rechts) / Stellv. Leiter: Julian (links)

Bitte beachtet auch die Nutzungsregelungen !
Allgemeine Sicherheitshinweise
Nutzungsregelungen
Wer darf wann was benutzen?
Eine Einweisung durch die Fachbereichsleiter ist zwingend notwendig bevor die Drucker verwendet dürfen
Nutzungsprotokoll
Jede Nutzung der Drucker ist im Maschinenlogbuch festzuhalten
- Datum
- Name des Druckers
- Dauer der Nutzung
- Art der Nutzung : Privat, Kurs, Fablab-Projekt
Kosten
Im Slicer werden die Filamentkosten automatisch beim Rendern ermittelt. Dafür muss im Prusa Slicer eine Preis-Einstellung von 33€/kg für jeden Filament-Typ eingestellt werden.

Der Preis deckt die Kosten von
- Filament
- Abnutzung Drucker
- Abnutzung Druckplatte
- Abnutzung Düse
Der resultierende Betrag ist in der Spendendose abzulegen. Die Box steht auf dem regal der Filamente, oberhalb der Drucker.

Drucker
Geräte
von Links nach Rechts
| Name | Typ | Nozzle | PrusaLink | Mehrfarbig | Webcam |
| Dampfnudel | Prusa i3 MK3.5S | 0.4 mm | ja | nein | nein |
| BigMac | Prusa XL | 5x0.4mm | ja | ja | nein |
| Erdnuss | Prusa i3 MK3.5S | 0.4 mm | ja | nein | nein |
| Semmelknoedel | Prusa i3 MK3.5S | 0.4 mm | ja | nein | nein |
| Guglhupf | Prusa Mini | 0.4 mm | ja | nein | nein |
Zugriff auf die Drucker mittels PrusaLink
Siehe Seite Remote Zugang mit PrusaLink
Prusa i3 MK3.5S
Bei dem MK3.5 handelt es sich um ein Aufrüst-Kit für den MK3S, mit neuen Bedienfeld und perfomanterem Elektronik-Board.
Original-Beschreibung von Prusa https://www.prusa3d.com/de/produkt/original-prusa-i3-mk3s-to-mk3-5s-upgrade-kit-5
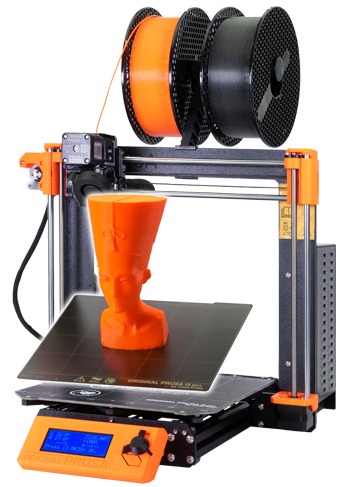
Eigenschaften
| Parameter | Wert |
|---|---|
| Arbeitsbereich | 250x210x210mm |
| Extruder | E3D 0.4mm |
| Filament | 1.75mm |
| Firmware | Marlin |
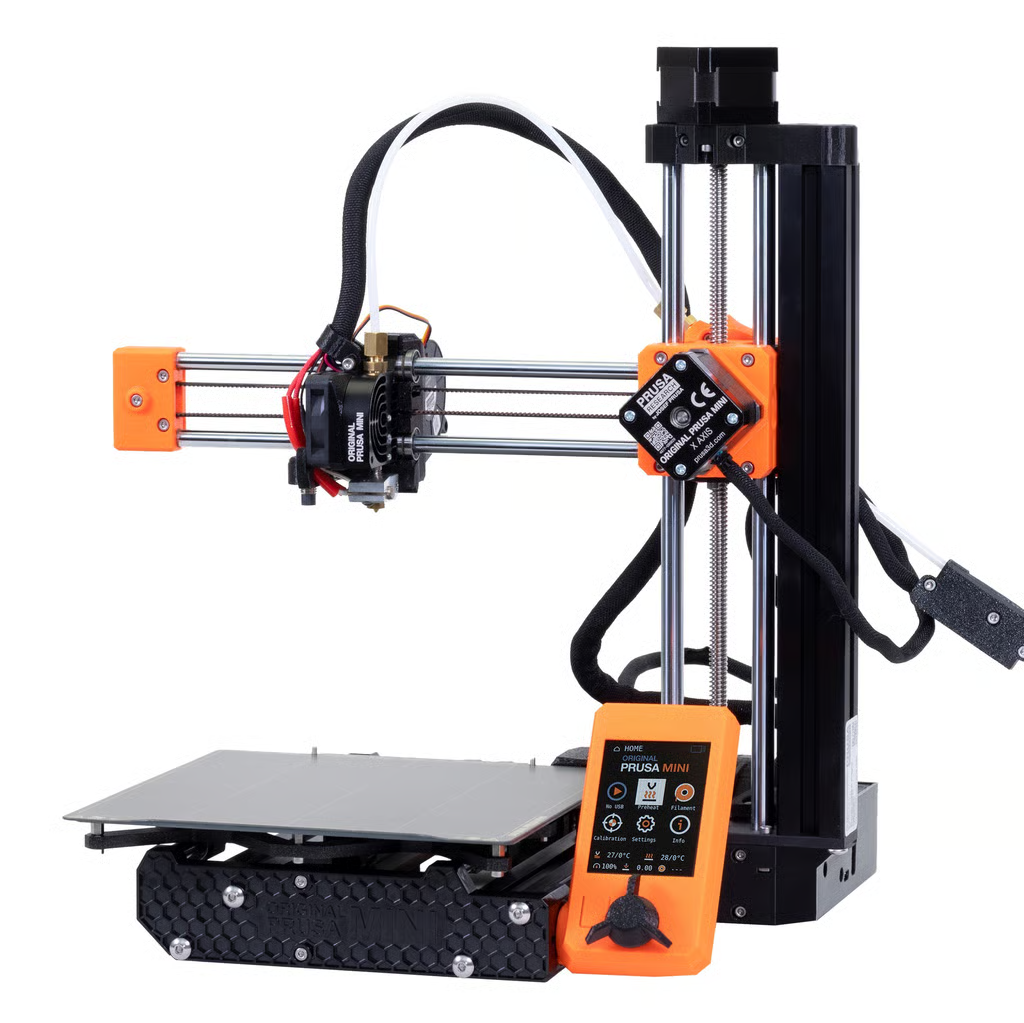
Prusa Mini
Klein aber fein, er kann Teile bis zu 180x180x180mm drucken.
Originalbeschreibung von Prusa: https://www.prusa3d.com/de/produkt/original-prusa-mini-3/
Prusa XL
Der Prusa XL kann, wie der Name sagt, ein größeres Volumen bedrucken. Ferner ist er mit 5 Druckköpfen ausgestattet, womit mehrfarbige Drucke möglich sind. Dabei wird sehr wenig Filament beim Farbwechsel verbraucht, im Gegensatz zur MMU für die MK3.5 Drucker, wo jeder Farbwechsel auf wegen des "Durchspülen" des Druckkopfs unnötig Filament verbraucht.
Original-Beschreibung von Prusa https://www.prusa3d.com/de/produkt/original-prusa-xl-3d-drucker-3

Eigenschaften
| Parameter | Wert |
|---|---|
| Arbeitsbereich | 360x360x360mm |
| Extruder | E3D 0.4mm |
| Filament | 1.75mm |
Mayku Formbox
https://www.reichelt.de/de/en/shop/product/3d_printing_desktop_vacuum_former-251276?trstct=pos_0
Die Box befindet sich z.Zt. im Lager in Miesbach, kann nur nach vorheriger Absprache benutzt werden.
Zugang mit PrusaLink
Für die neueren Drucker bietet Prusa an, die Drucker vom PrusaSlicer direkt über das LAN (geht also nur wenn man auch im Lab ist) anzusprechen.
Jeder Drucker hat eine Adresse <Druckername>.oberlab.de, die allerdings nur im Netz vom Oberlab gültig ist - einen Remote-Zugang gibt es nicht.
Anwendung in PrusaSlicer
Drucker einrichten
Siehe dazu die Anleitung auf der Prusa Slicer Seite. Login/Passwort siehe Tab Infos im Slack 3D Channel
Druckauftrag direkt senden
Nach dem Slicen (richtiger Drucker auswählen !) erscheint ein neuer Button neben dem bekannten Export Knopf.

Wartungen der 3D Drucker
Diese Seite listet die Wartungen an den 3D Drucker auf
| Datum | Drucker | Wer | Was |
|---|---|---|---|
| 2023-11-25 | Erdnuss | Joel |
MMU abgebaut Firmware Update 3.12.2 Z-Kalibrierung -0.64 / -0.80 Lüfter vom Druckkopf mit Druckluft gereinigt |
| 2023-12-15 | Dampfnudel | Joel |
Firmware Update 3.12.2 Z-Kalibrierung Glatt -0.30 / Struktur -0.55 Lüfter vom Druckkopf mit Druckluft gereinigt |
| 2024-04-09 |
Dampfnudel Erdnuss Semmelknoedel |
Joel | Firmware Update |
| 2024-09-12 | Guggelhupf | Basti | Firmware Update Firmware Update 4.4.1 und dann 6.1.2 |
| 2024-10-15 | Guggelhupf | Joel | Z-Kalibrierung glatte Platte -1.3mm |
| 2024-11-19 | Erdnuss | Joel | Firmware Update 3.14.0 |
| 2024-11-24 | Semmelknoedel | Joel |
Umbau MK3.5S Einbau MMU3 Firmware Update 3.14.1 Z-Kalibrierung strukturierte Platte -1.2mm |
| 2025-05-03 | Alle | Sepp | Firmware Update |
| 2025-05-10 | Guglhupf | Joel | Z-Kalibrierung struktur-Platte -1.65mm (war -1.47) |
| 2025-05-10 | Dampfnudel | Joel |
Umbau Düse auf 0.4mm + Z-Kalibrierung Firmware Update 3.14.1 |
| 2025-07-20 | Dampfnudel | Joel |
Umbau MK3.5S Z-Kalibrierung glate Platte -0.240 |
| 2025-09-13 | Dampfnudel | Joel |
Z-Kalibrierung strukturierte Platte -0.700 |
| 2025-09-13 | Erdnuss | Joel |
Platte für Filamentsensor angebracht Neue Halterung für Filament-Kugel gedruckt >-> Filament lässt sich besser einführen |
| 2025-09-13 | Semmelknödel | Joel |
MMU3 abgebaut |
| 2025-12-07 | Semmelknödel | Joel |
Firmware Update Z-Kalibrierung Glatt -0.780 / Strukturiert 1.100 / Strukturiert2 1.050 |
| 2025-12-07 | Erdnuss | Joel |
Firmware Update |
Filamente
Material Infos
Folgende Materialen können in den Drucker verarbeitet werden
| Material | Schmelzpunkt | Druckbett Temperatur | Einsatzzweck |
|---|---|---|---|
| PLA | 180-220°C | 20-60°C | Das Allzweck-Material. Viele Farben. Verformt sich allerdings bereits bei 50°. Biegsam aber nicht auf Dauer. |
| PETG | 220-250°C | 50-80°C | Robuster und fester, hält mehr Temperatur aus als PLA, daher eher für Outdoor, praller Sonne usw zu bevorziehen. Auch für andauerndes Biegen geeignet (zB Feder) |
| ABS | 210-250°C | 90-110°C | Druck im geschlossenen Raum damit die Umgebungstemperatur konstant hoch bleibt |
| Nylon | 240-290°C | 55-65°C | Druck im geschlossenen Raum damit die Umgebungstemperatur konstant hoch bleibt |
| TPU | 210–245°C | 50-90°C |
Flexibel und biegsam. z.B. Dichtungen, Knöpfe von Fernbedienungen. Muss vor dem Druck getrocknet werden, zieht sehr schnell Wasser an, und zieht Fäden während des Drucks. Shorehärte 98A (Flexfill 98A) |
Profile für die Slicer
Falls der Slicer an sich kein passendes Profil für das Filament anbietet, haben wir eigene Profile angelegt. Diese sollten besser geeignet sein als die Default-Profile für PLA & PETG.
Profile liegen in der Obercloud in /Fachbereiche/02_3D-Druck/06_Profile/Prusa-Slicer (https://files.oberlab.de/f/309955) bzw /Fachbereiche/02_3D-Druck/06_Profile/Orca-Slicer (https://files.oberlab.de/f/309956)
Verfügbare Materialen & Farben
PLA
| Farbe | |
|---|---|
|
Army Red (PolyTerra)
Feuerrot ()
|
Black
Black (dasFilament)
Charcoal Black (PolyTerra)
|
|
Blend oh my Gold (Prusament)
|
Blue (Bambu)
|
|
Brown (ecoPLA)
|
Dark Grey (PrimaValue)
|
|
Galaxy Purple (Prusament)
|
Glow in the dark |
|
Green (Monoprice)
|
Light Green (EcoPLA) Lime Green (Prusament)
|
|
Himmelblau (das Filament)
|
Lipstick red (Prusament)
|
|
Magenta (Bambu)
|
Metal
|
|
Pineapple Yellow (Prusament)
|
Silver
|
|
Tannengrün
|
White (Geetech)
|
|
Lavendel (Polyterra)
|
|



















PETG
| Blue, Gold, Military Green, Ocean Blue, Prusa Orange, Silver, |
Jet black (Prusament #24292A)
|
|
Military Green (das Filament) 1+1
|
|
|
Ocean blue (Prusament)
|
Orange (Prusament) 1+1
|
|
Weiss (Eryone) 1+1
|
Yellow (Geetech)
|




ABS
| Green | |
| White |
TPU
|
Flexfill 98A (Filamentum)
|
|
Prusa Slicer
Prusa stellt einen eigenen Slicer zur Verfügung, den PrusaSlicer. Die Voreinstellungen sind auf die Prusa Drucker perfektioniert und somit sehr empfehlenswert für die Verwendung mit den Prusa Geräten.
Für Fortgeschrittene gibt's es auch den Orca Slicer, der mehr Einstellmöglichkeiten bietet.
Slicer einrichten
Drucker Modell auswählen
Über Drucker Menü, Liste der Drucker aufklappen, Add/remove printer auswählen
Die Modelle, die wir im Lab haben auswählen.
|
|
|
|



Filamentprofile auswählen
Mindestens PLA und PETG konfigurieren. Neben den verschiedenen Prusament Profilen, auch die Generic PLA / PETG Profile auswählen.
Filamentkosten einstellen
Damit der Slicer gleich die passenden Druckkosten berechnen kann, gleich die richtigen Kosten des Filaments einrichten.
GCode direkt an Drucker schicken
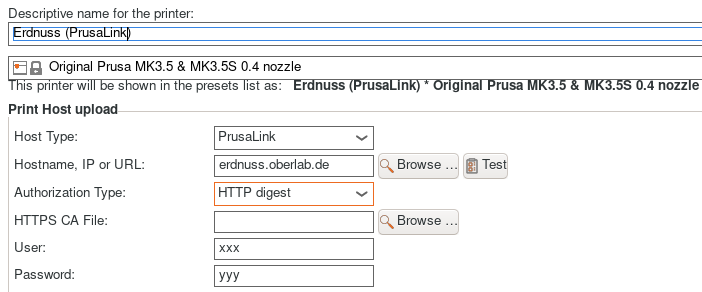
Man kann die geslice'ten Daten (GCode) direkt an einen Drucker schicken. Das Feature nennt sich Physical Printer. Im Drucker Menü auf das Zahnrad neben der Liste klicken.
Dem Drucker einen Namen geben, das passende Druckermodell auswählen, und die Verbindungsdaten ausfüllen. Anschließend die Eingaben mit einem Klick auf Test prüfen.
Host Type: PrusaLink
Die Daten landen direkt auf dem jeweiligen Drucker (<printername>.oberlab.de). Hostname ist <printername>.oberlab.de, User & Passwort gibt's bei Joel bzw im Fachbereich 3D Druck Slack Channel.
Vordefinierte Profile
Sowohl für die Drucker im Lab als auch für die vorhandenen Filamente gibt's fertige Profile, die man sich lokal installieren kann.
- Profile liegen in der Obercloud in /Fachbereiche/02_3D-Druck/06_Profile/Prusa-Slicer (https://files.oberlab.de/f/309955)
- Verzeichnisse filaments und physical_printer kopieren
- Unter Windows nach C:\Users\<benutzername>\AppData\Roaming\PrusaSlicer
- Unter Linux nach /home/<benutzername>/.var/app/com.prusa3d.PrusaSlicer/config/PrusaSlicer wenn man das Flatpak vom Slicer verwendet
- Unter Linux nach /home/<benutzername>/.config/PrusaSlicer wenn man das native Paket verwendet
Orca Slicer
Der Orca Slicer ist ein herstellerunabhängiger open-source Slicer. Gegenüber dem Prusa Slicer bietet er mehr Einstellmöglichkeiten. Das grafische Interface ist allerdings gänzlich anders, sodass man sich umgewöhnen muss.
Slicer einrichten
Drucker Modell auswählen
Über Drucker Menü, Liste der Drucker aufklappen, Add/remove printer auswählen
Die Modelle, die wir im Lab haben auswählen.
|
|
|
|
Filamentprofile auswählen
Mindestens PLA und PETG konfigurieren. Neben den verschiedenen Prusament und BambuLab Profilen, auch die Generic PLA / PETG Profile auswählen.
Vordefinierte Profile
Sowohl für die Drucker im Lab als auch für die vorhandenen Filamente gibt's fertige Profile, die man sich lokal installieren kann.
- Profile liegen in der Obercloud in /Fachbereiche/02_3D-Druck/06_Profile/Orca-Slicer (https://files.oberlab.de/f/309956)
- Verzeichnisse filament und machine kopieren
- Unter Windows nach C:\Users\<benutzername>\AppData\Roaming\OrcaSlicer\user\default\machine\
- Unter Linux nach /home/<benutzername>/.config/OrcaSlicer /user/default
- Unter Windows nach C:\Users\<benutzername>\AppData\Roaming\OrcaSlicer\user\default\machine\
CAD Software & 3D Druckmodelle
Freecad
FreeCAD ist ein umfangreiches OpenSource 3D-CAD-Programm das immer mehr an Reichweite und Funktionsumfang gewinnt
Empfohlene Libraries & Addons
OpenSCAD
OpenSCAD ist ein maximal variabel editier und programmierbares 3D-CAD-Programm - nicht klicken sondern schreiben!
Siehe auch den OpenSCAD Workshop
Empfohlene Libraries & Addons
Fusion 360
Autodesk Fusion 360 ist eine umfangreiche Professionelle 3D-CAD-CAM-Anwendung mit Ausgabe für 3D-Druck, Fräsen und Lasern
Empfohlene Libraries & Addons
Topology Optimization
Tutorial for Fusion 360
Drucken des Gewindeprofils von Plastikflaschen
Dieses Gewindeprofil kann zu Fusion 360 hinzugefügt werden.
3D Modelle im Internet
Bambu-sponsored : https://makerworld.com/
Prusa-sponsored : https://www.printables.com/
https://www.thingiverse.com/
https://www.yeggi.com/
Referenzmaterial
Wir wollen hier ein Sammlung an Ideen ("was kann ich denn designen bzw drucken") und Links anbieten, mit denen man sich weiterbilden kann, und tiefer in die Materie des 3D Drucks kommen kann
Für Anfänger
Youtube Kanäle
- https://www.youtube.com/@TeachingTech : (English) 3D-Design for 3D-Printing
Ideen
- Reddit Kanal "Functionalprint"
- printables.com hat öfters Design Challenges
- Reparatur von defekten Plastikteilen im Haus oder für Freunde
Für nicht mehr ganz so Anfänger
Youtube Kanäle
- https://www.youtube.com/@slant3d : (English) erklärt wie man Modelle explizit für den 3D Druck erstellt - im Gegensatz zum Gussdruck
- https://www.youtube.com/@Perspektive3D : Ideen für Objekte
- https://www.youtube.com/@Druckwerkstatt3D : verschiedene Themen rund um den 3D Druck
- https://www.youtube.com/@thenextlayer : (English) verschiedene Themen rund um den 3D Druck
3D Druck Handbuch
Hier soll eine Anleitung entstehen, eine Sammlung an Informationen, um einfach und effizient zu einem guten Druckergebnis zu kommen
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
Druckauftrag slicen
Druckerprofile einrichten
Sowohl für den Prusa Slicer als auch für den Orca Slicer gibt es Profile in der Obercloud, die auch den Druck über WLAN ermöglichen.
Filamentprofile einrichten / prüfen
Im Slicer muss das richtige Filamentprofil verwendet werden, um ein optimales Druckergebnis zu gewährleisten.
Entweder kennt der Slicer das Filament (zB Prusament, Bambu, Sunlu), oder man nimmt ein dediziertes Modell. Wenn sonst nichts hilft, gibt es die generischen Profile für PLA & PETG.
Auf der Obercloud gibt es eine Sammlung von Profilen für Filamente - bitte prüfen ob dort was geeignetes zu finden ist.
Vor dem Druck
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
Platte sauber machen
Platte mit Iso-Alkohol abwischen. Falls nicht ausreichend, mit warmen Wasser und Spüli säubern. Kein Kratz-Schwamm benutzen, um die Platte nicht zu beschädigen!
Drucker sauber machen
Filamentreste entfernen, damit sie nicht während des Drucks aufgenommen werden.
Filament laden
Aufpassen, den richtigen Typ zu wählen (PETG erfordert höhere Temperatur zum Schmelzen). Solange Extrudieren wiederholen bis die Filamentfarbe passt (keine Reste der vorherigen Farbe zu sehen sind).
Blick auf die Düse - ist sie sauber oder klebt noch Material von vorherigen Drucken dran?
Prüfen dass derselbe Filamenttyp auch im Slicer ausgewählt ist!
Prüfen dass die Filamentspule sich ungehindert drehen kann. Keil einsetzen, damit die Spule stabil auf der Führung bleibt. Keile liegen in der Ecke
|
|
|


Plattenprofil im Drucker prüfen
Die glatten und strukturierten Platten haben unterschiedliche Offsets für die Höhe der ersten Schicht (sog. z-Offset). Falls der falsche Plattentyp ausgewählt ist, kann es sein dass der Druck nicht haftet.
Während des Drucks
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
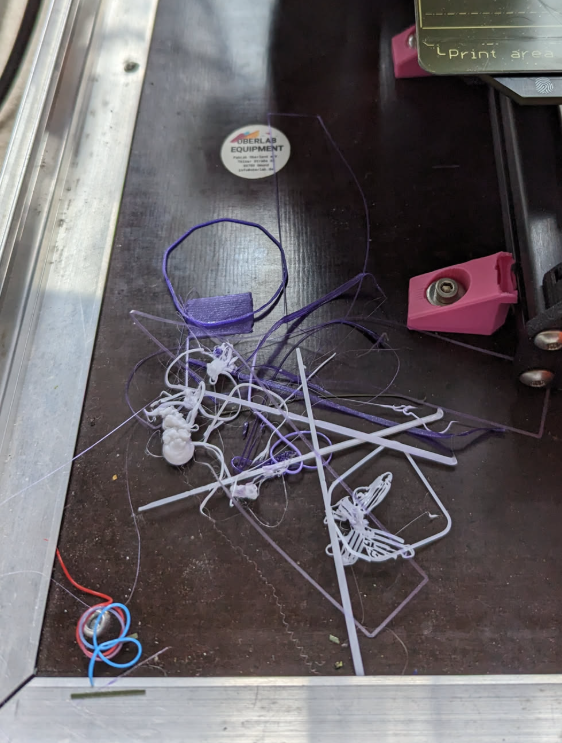
Druck überwachen
Um rechtzeitig eingreifen zu können falls sich das Modell von der Platte löst, Filament-Spaghetti entsteht usw.
Geschwindigkeit erhöhen?
Sind ausreichend Schichten gedruckt, kann man davon ausgehen dass die Haftung stimmt. Dann kann man ggf die Druckgeschwindigkeit auf 120% erhöhen, um schneller fertig zu werden. Theoretisch kann man noch höher gehen (Limit bei 200% ?), aber irgendwann wir der Materialfluss nicht mehr ausreichen und es entsteht under-extrusion - Material fehlt.
Erfahrung macht den Meister - man muss sich herantasten.
Filament geht aus
Kein Problem! Drucker hat einen Filamentsensor, merkt also dass er leer läuft, und legt eine Pause ein, bis man neues Filament einfädelt. Im Endergebnis sollte man den Wechsel nicht (kaum) sehen.
Nach dem Druck
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
Druck von der Platte lösen
Warten bis die Platte abgekühlt ist ! Das Objekt sollte sich danach einfach von der Platte lösen (unterschiedliche Dehnung der Metallplatte und des Kunststoffs). Normalerweise ist sogar gar keine Kraft dafür notwendig.
Nur im Ausnahmefall den Schaber benutzen - vorsichtig um die Platte nicht zu verkratzen !
Platte sauber machen
Mit Iso-Alkohol und Küchenpapier abwischen.
Aufräumen
- Filament auswerfen und wieder luftdicht verstauen
- Filamentreste in und um den Drucker entfernen und in Müll entsorgen (weisse Box unter dem Drucker-Tisch)

- Drucker ausschalten
Einstellungen vom Drucker zurücksetzen
Falls was verstellt wurde, zurück zu den Default-Einstellungen - damit der Nächste nicht endlos sucht, weshalb sein Druck nicht geht wie erwartet.
Wenn es mal nicht so läuft wie gewollt
Falls etwas unklar ist, wenn etwas defekt ist, bei Risiken & Nebenwirkungen, frage bitte einen der Fachbereichsleiter
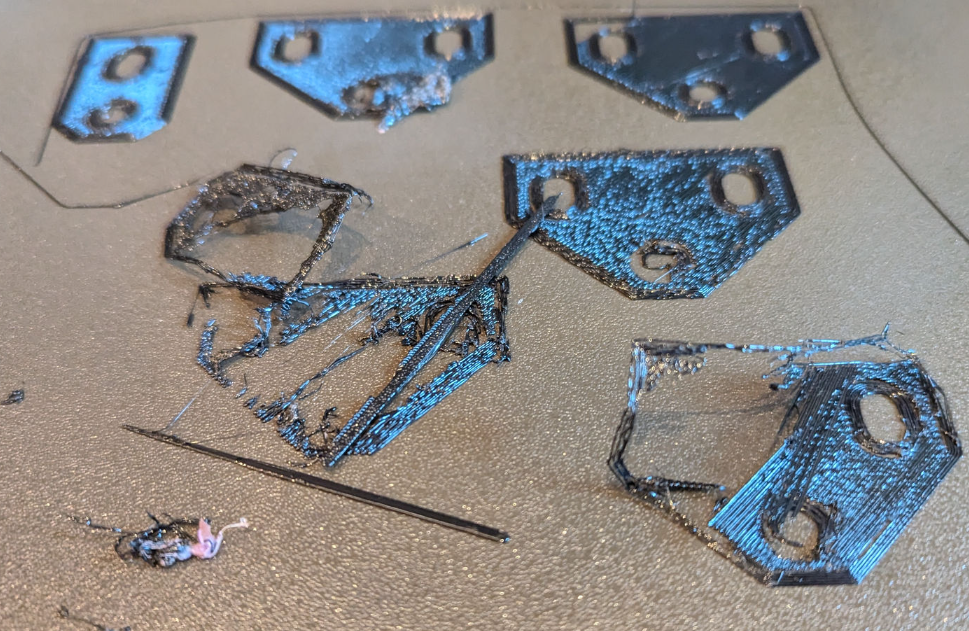
- Druck anhalten
- Wenn anwesend, Fachbereichsleiter oder SeSam Lab-Manager um Rat bitten
- Einstellungen prüfen
- Falsches Material (zB PLA vs PETG)
- Feuchtes Material
- Falsche Druckplatte (glatt vs strukturiert)
Infill-Varianten
Im Slicer können verschiedene Infill-Varianten ausgewählt werden
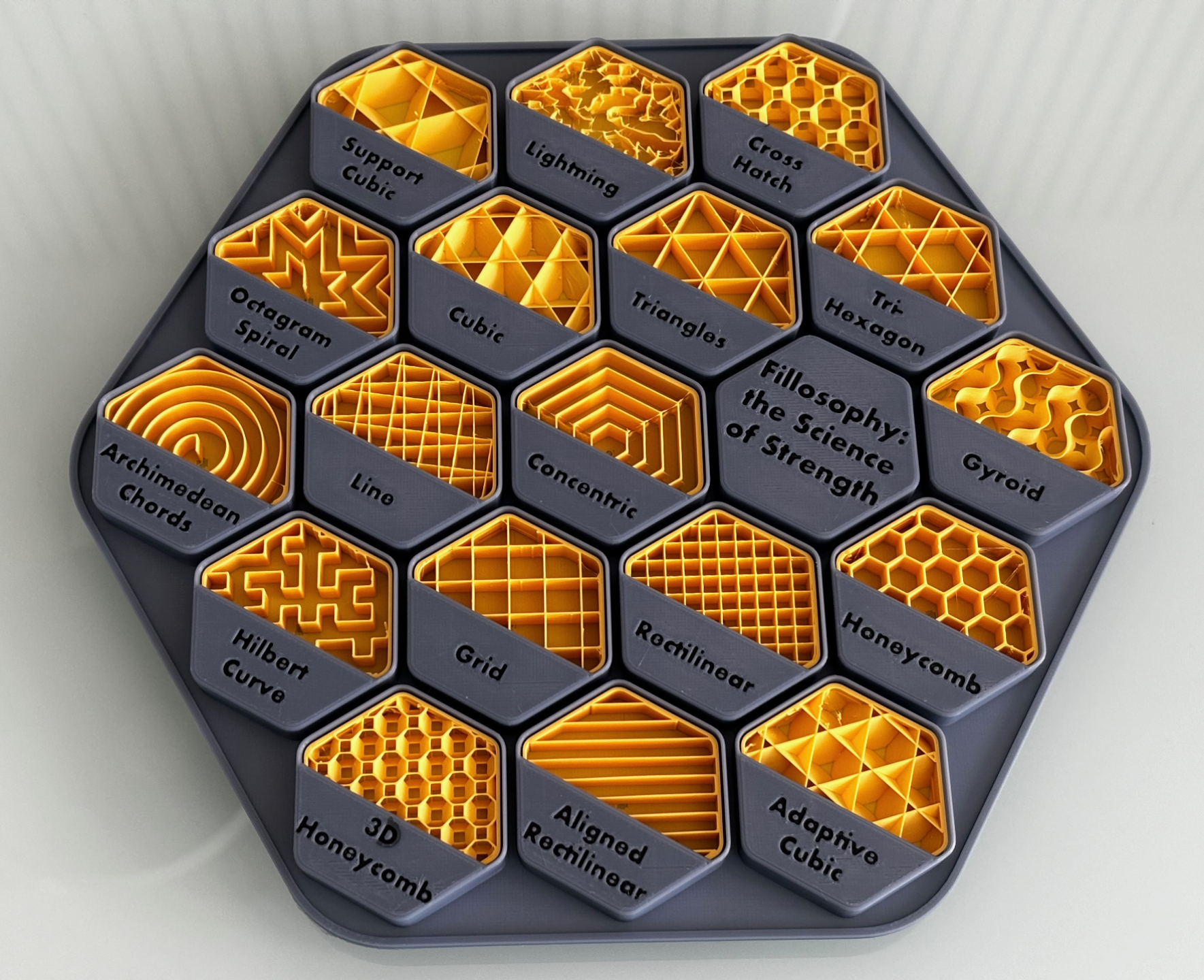
(Quelle: https://makerworld.com/en/models/597504-fillosophy-infill-showcase#profileId-519538)
Eine Dokumentation der verschiedenen Typen von Prusa: https://help.prusa3d.com/article/infill-patterns_177130
Diese Video erklärt die Unterschiede und die Anwendungsfälle: https://www.youtube.com/watch?v=n0wYD2GFo5I
Teil 2 mit live-Versuch der Stärke: https://www.youtube.com/watch?v=3Zk8_GZLRsQ
Empfehlungen
- Starke mechanische Beanspruchung: Cubic, 3D Honeycomb, Gyroid, Cross-Hatch
- Allrounder: Gyroid, Adaptive Cubic
- Schneller Druck: Lines, Grid, Cross-Hatch, Lightning
- Dekorativer Infill, aber nicht sehr belastbar: Concentric, Hilbert Curve, Spiral/Archimedean Pattern
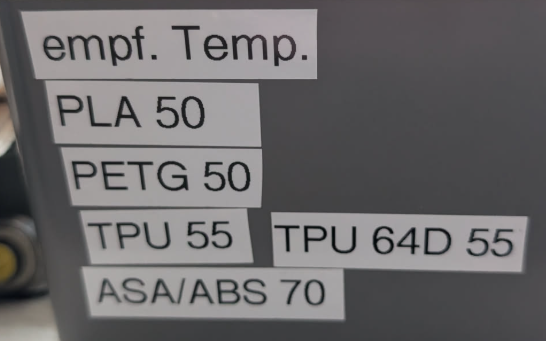
Filament-Trockner
Sowohl PLA als auch PETG ziehen Feuchtigkeit. Diese entweicht dann beim Drucken und bildet kleine Dampfbläschen, die dazu führen dass der Druck unsauber ist.
Deswegen sollten die Spulen in einer luftdichten Box (oder Plastiktüte) gelagert werden, in der noch kleine Silica-Kugeln die Rest-Feuchtigkeit aufsaugen.
Wenn dass aber nicht mehr reicht, und die Filamente doch mehr Feuchtigkeit aufgenommen haben, dann ist es Zeit für den Trockner! Dort wird die Feuchtigkeit dem Filament wieder entzogen indem es bei erhöhter Temperatur über längere Zeit (Stunden) im Trockner liegt.
Wichtig ist die Trockentemperatur zu beachten - PLA fängt bei 55°C schon an weicht zu werden!
|
|
|
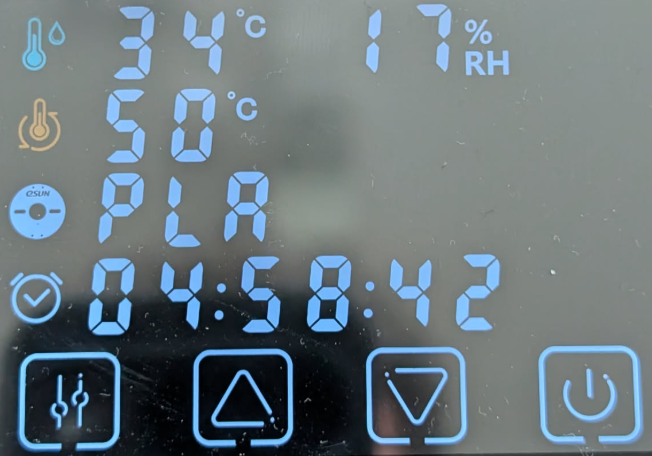
Benutzerhandbuch: eBOX-Pro-User-Guide-ENDE_6.3.pdf